автоматическая линия от компании Metalika
21.04.2015 10:40:53
Автоматическая линия вибропрессования VPS 5000
Линия VPS 5000 это универсальная линия с самым высоким уровнем производительности, обладающая комплексом оборудования, позволяющим максимально автоматизировать технологический процесс, обеспечить низкую себестоимость и высокое качество продукции. Компании «Metalika» удалось сделать линию с высокой производительностью, компактную, с низкими инвестиционными затратами. По соотношению цена/качество все европейские производители безусловно проигрывают.Специалисты компании готовы спроектировать линию, непосредственно под уже существующее здание, как это было сделано для российского заказчика. Например, на схеме, узел БСУ расположен отдельным элементом, но возможно размещение и непосредственно над бетоноформующей машиной, что сэкономит значительную площадь цеха. Существует вариант с установкой в БСУ двух шиберов с возможностью попеременно готовить смесь для вибропресса и отпускать товарный бетон, что приведет к эффективности использования оборудования. Компания «Metalika» готова организовать демонстрационный визит на действующее предприятие в России.
По техническим требованиям заказчика комплексная линия по производству вибропрессованных изделий может быть спроектирована на любом уровне автоматизации, возможны изменения принципов сушки от размерных камер сушки до перемещения продукции в кассетных блоках.
Специалисты компании «Metalika» готовы провести модернизацию действующих производств, дополнить их оборудованием, электронными узлами управления и учета.

Все управление линией осуществляется через единый контрольный пункт управления. Компьютерная визуализация процесса обеспечивает быстрое и комфортабельное управление машиной и всей системой. Благодаря применению РС управление облегчается, все рабочие параметры установки могут быть изменены во время работы в автоматическом режиме без остановки процесса, управление полностью русифицировано.
Управление линией представляется одиночными графическими изображениями и применяется
двухуровневое управление для того, чтобы облегчить управление установкой и сделать его наглядным для персонала. В первом уровне управления показаны только те параметры, которые могут быть изменены при ежедневной работе. Во втором уровне управления, защищённым паролем, могут быть изменены дальнейшие настройки установки. ДОСТУП НА ВТОРОЙ УРОВЕНЬ – ТОЛЬКО ДЛЯ СПЕЦИАЛЬНО ОБУЧЕННОГО ПЕРСОНАЛА, во избежание бессмысленных или ошибочных вводов. Некоторые машинные параметры заложены для безопасности таким образом, что допускают только «корректный» ввод данных.
Диагностика помех и вспомогательных функций в работе, выводятся на дисплей понятным языком и символами, благодаря развернутой системе диагностики ошибок, и критериев. Это значительно упрощает поиск помех и минимизирует время простоев.
Управление сушильной камерой. Для каждой ячейки сушильной камеры показываются дата и время закладки, номер изделия. Цветом выделяются загружаемые и освобождаемые в настоящий момент ячейки, позиция фингеркара также отображается на мониторе.
РЕГИСТРАЦИЯ![]() , учёт и показатели персонала. Производится раздельная для каждого рабочего дня РЕГИСТРАЦИЯ
, учёт и показатели персонала. Производится раздельная для каждого рабочего дня РЕГИСТРАЦИЯ![]() всех важнейших данных производительности: время цикла, дневная выработка, КПД, причины отказов. Отдельно по каждому изделию указываются изготовленные машиной поддоны и загрузка сухой стороны. Возможен вывод данных производительности любых прошедших дней работы. Статистика работы с причинами и временем отказов, может быть представлена в табличной форме или в форме хронологической диаграммы.
всех важнейших данных производительности: время цикла, дневная выработка, КПД, причины отказов. Отдельно по каждому изделию указываются изготовленные машиной поддоны и загрузка сухой стороны. Возможен вывод данных производительности любых прошедших дней работы. Статистика работы с причинами и временем отказов, может быть представлена в табличной форме или в форме хронологической диаграммы.
Обмен данными и внешние сетевые возможности. По согласованию с заказчиком компания «Metalika» проводит онлайн диагностику систем и дает рекомендации по оптимизации работы. Может вносить изменения и устранять ошибки. Рецептуры и данные изделий сохраняются в формате SQL и могут быть прочитаны и обработаны многими программами (например: 1С, Eхcel).
Вся документация на русском языке. Чертежи всей строительной части линии, схема электрооборудования, каталог запчастей, план регламентно-профилактических работ, инструкция по наладке и использованию.
Основным элементом линии является бетоноформовочная машина VPS 5000 GT/A. Это самая высокопроизводительная машина в линейке стационарных формовочных машин компании «Metalika». Бетоноформовочная машина VPS 5000 оснащена системой «Varioflex», что обеспечивает синхронный и контролируемый уровень вибрации для достижения максимального качества продукта. Двухслойное вибропрессование позволяет производить цветную продукцию полного и частичного прокраса высотой 50 мм до 350 мм.

Бетоноформовочная машина формующая изделия на поддоне, предназначенная для изготовления: тротуарной плитки, газонных плит, фигурных камней для мощения, бордюрных камней, полнотелых блоков, пустотелых блоков, камней для кладки „строительный кирпич и других подобных элементов из тяжелых бетонов и песко-цементной смеси. Машина отвечает всем необходимым требованиям к производству бетонных изделий высшего качества.
Конструкция машины. Мощная станина машины сварена из четырёхгранных труб и двутавров в стабильную конструкцию. В станине установлена мощная неперекашиваемая система пуансон-форма с гидроприводом и четырьмя направляющими. Хромированные и шлифованные направляющие колонны диаметром 70 мм смонтированы в легкосменных и регулируемых направляющих с буксами подшипников скольжения. Формообразующие элементы прочно связаны с направляющими колоннами. Движение распалубки производится через мостик повышенной жёсткости из четырёхгранных труб посредством двух расположенных сверху гидроцилиндров. Подъём пуансона осуществляется при помощи гидравлического цилиндра верхнего расположения.
Пресс-форма. Форма через резиновые элементы закрепляется с двух сторон шестью болтами к системе пуансон-формы.
Пуансон. Основная пластина пуансона установлена через виброгасители на раме пуансона. На пластине закреплены два компактных вибратора. Демпфирующие элементы при необходимости могут быть заблокированы.
Подача поддона. Тележка подачи поддонов приводится в действие гидравлической системой.
Вибросистема. Ударный вибростол выполнен как жесткая на изгиб конструкция и оснащается сменными накладками на болтах. В стол вмонтированы два частотнорегулируемых двухвальных вибратора, каждый с приводом от электромотора мощностью 11 кВт. Для обеспечения вертикально направленной вибрации приводы синхронизированы. Приводы высокой мощности обеспечивают минимальное время разгона и торможения. Благодаря частотной регулировке сила вибрации бесступенчато регулируется до макс. 7000 об/мин. Верхний пуансон оборудован двумя вибраторами мощностью 1,3 квт, для обеспечения вертикально направленной вибрации приводы синхронизированы. Вся вибросистема отделена от остальной рамы машины виброгасящими элементами.

Вибростол Varioflex
Система наполнения. Представляет собой мощную рамную конструкцию из четырехгранных труб и двутавров. В раме расположен бункер основного бетона, который оснащён затвором и сигнализатором уровня заполнения. Наполнение трансферкары производится через гидравлический затвор бункера, открывающийся на определенное время. Стол трансферкары изготовлен из износостойкого металла толщиной 12 мм, и смонтирован с учётом возможности лёгкой замены. С помощью комбинированных роликов, трансферкара перемещается в направляющих точно и плавно. Трансферкара также оснащена стальной/пластиковой щёткой для чистки пластин пуансона. Движение трансферкары осуществляется при помощи гидроцилиндра.
Для очистки пуансонных пластин крупной структуры, которые невозможно очистить щеткой, закрепленной на трансферкаре, применяется кросклинкерная очистка швертов пуансона. Устройство служит для очистки прямолинейных пуансонных швертов при поперечном изготовлении бортовых камней. Привод кросклинкерной щетки осуществляется мотор-редуктором и роликовой цепью. Траверса перемещается по цилиндрической направляющей диаметром 70 мм. Устройство и приводы защищены от загрязнений.
Гидроагрегат. Масляный резервуар вместимостью 340 л. установлен на раме и оснащён двумя окнами для контроля и сервиса. На резервуаре расположен главный насос с приводом. На возвратной магистрали имеется охладительная система и система нагрева, фильтр с индикатором степени загрязнения. Максимальное рабочее давление гидросистемы составляет 140 бар.

Гидроагрегат
Полностью автоматическое управление. Пульт управления с цветным дисплеем и системой меню, установлен в кабине управления и продублирован у машины. В пульте смонтированы органы управления для ручного режима и настройки, расположенные на видном месте. В распределительном шкафу смонтирована основная электропроводка для всего оборудования, включая преобразователи электроприводов, устройства коммутации, управления и контроля. Управление реализовано как свободно программируемое на основе SCADA (OMRON). Ввод параметров управления происходит через пульт управления. Все параметры управления установкой могут быть изменены непосредственно во время работы без остановки машины. Различные параметры машины и системы сохраняются в рецептуре привязанными к определенному продукту.
Автоматическая система отключения вибропрессования, при достижении заданной высоты продукта, осуществляется в 2 точках, для изготовления камней точной высоты. На раме машины расположены 2 переустанавливаемых по высоте ограничителя размера изделия. При достижении необходимой высоты камня, последующее опускание пуансона предотвращается с помощью ограничителей, при этом происходит автоматическое отключение вибрации пуансона и стола.

Дублирующий пульт
Сенсорика. Контроль уровня заполнения бункера основного бетона и трансферкары посредством автоматического контроля бетоносмесительного узла.
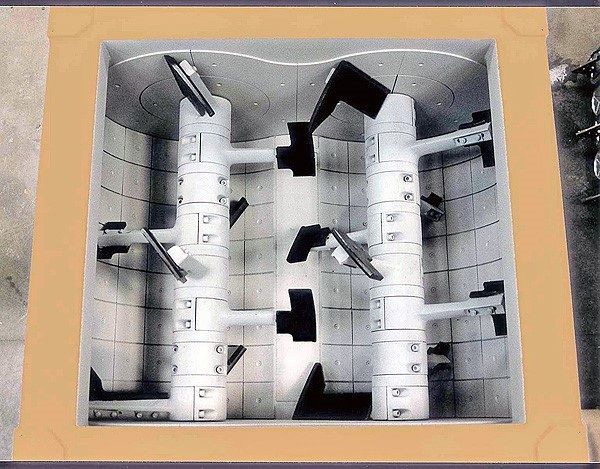
Важным элементом линии, является узел подготовки бетона BS 60, так как во многом, именно из-за качества бетона зависит качество готовой продукции. Современные технологии и химические добавки значительно повысили требования к смесителям. Сегодня нужно работать со смесью с низким уровнем влаги (2%-5%), быстро вводить и качественно промешивать добавки, выгружать смесь с четко заданной влажностью и, именно поэтому, компания «Metalika» рекомендует высокоскоростной планетарный смеситель собственного производства, оснащенной системой «Hydronix». По желанию заказчика, на BS 60 может быть установлен двухвальный или тарельчатый смеситель.

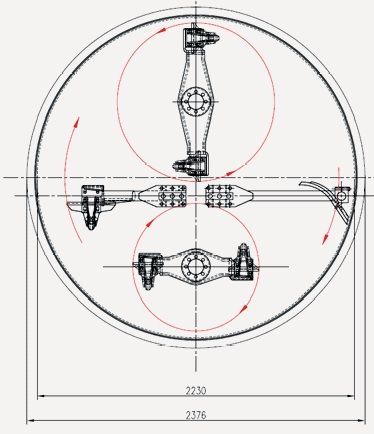
Планетарный смеситель Cхема вращения планетарного смесителя

Тарельчатый смеситель Двухвальный смеситель
Полностью автоматическое управление BS 60 - это пульт управления с цветным дисплеем и системой меню, установленный в общей кабине управления линии. В пульте смонтированы органы управления для ручного режима и настройки, интерактивная работа осуществляется с помощью мыши и клавиатуры PC, установлена защита от сбоя питания (ИБП) и соответствующий матричный принтер. Два TFT мониторы позволяют одновременно работать с базой данных и отслеживать процесс работы узла. Второй TFT монитор обеспечивает видеонаблюдение процесса (мин. две камеры). Управление реализовано как свободно программируемое на основе SCADA (OMRON). Все параметры управления установкой могут быть изменены непосредственно во время работы без остановки машины. Различные параметры машины и системы сохраняются в рецептуре привязанными к определенному продукту. Программа поддерживает следующую комплектацию:
до 5 компонентов инертных материалов
до 4-х компонентов цемента (с наполнителем)
до 1 компонента воды (оборотной и чистой)
до 3 компонентов аддитивных добавок
Система «Hydronix» дает возможность автоматической коррекции воды в зависимости от влажности песка, и путем корректировки подачи воды позволяет получать требуемую консистенцию бетона.
Система ведет УЧЕТ всех необходимых данных (рецептов, клиентов, объектов строительства, транспортных средств, сырье, и т.д.). По требованию заказчика, система учета данных может быть интегрирована с программами управленческого учета 1C, SAP, и другими.
Линейный силос для инертных материалов в базовой комплектации BS-60 имеет объем 88 м3 (4*22 м3), но по желанию заказчика может быть увеличен до необходимых размеров.

На рисунке показан стандартный силос для инертных матпралов, устанавливаемый на отметку О. На ленточном конвейере установлены электронные весы на основе тензодатчиков с максимально допустимой массой взвешивания 2500 кг. Весовая система приспособлена для калибрования и имеет все необходимое оборудование для измерения (с мерными зондами), кабели, ящики для соединения и аналоговые показатели/индикаторы инсталлированные в единую систему управления. Минимальная единица взвешивания 1 кг. При проектировании линии на территории заказчика есть варианты установки силоса: с заглублением, в здании, разделение бункеров на части с отдельными шиберами. Исходя из пожеланий заказчика, загрузка силоса может осуществляться через эстакаду или отапливаемый приямок с использованием ленточных конвейеров и системы распределения фракций инертных материалов по бункерам. Учитывая Российские климатические условия, компания «Metalika» рекомендует при производстве силоса устанавливать систему воздуховодов отопления и утепления корпуса непосредственно на заводе - изготовителе.
Система загрузки инертных материалов в смеситель представлена в двух классических вариантах: скиповый погрузчик или конвейерная лента. Выбор всегда зависит от площади размещения оборудования и пожелания заказчика.
Система хранения загрузки цемента представляет собой силосы объемом от 25 до 250 тонн и шнековые конвейеры.
Околопрессовое оборудование - это именно та часть линии, позволяющая значительно увеличить скорость производства, сократить численность персонала и соответственно уменьшить ФОТ. От уровня синхронизации, уровня отказоустойчивости и долговечности этих узлов зависит весь экономический эффект перехода от полуавтоматического к автоматическому исполнению линии.
Лифт для подъема сырых элементов (схема №2) (Элеватор) - узел штабелирования один над другим поддонов с отформованными изделиями перед отправкой их в камеру сушки. Основной каркас составляет стабильная конструкция из двутавровых балок, на каркасе смонтированы моторные консоли для двух мотор-редукторов со встроенными тормозами. Передача мощности на несущие цепи происходит синхронно, через цепные колеса и цепи, расположенные с двух сторон. В качестве несущих цепей применены мощные втулочные конвейерные цепи, движущиеся в направляющих. На цепях закреплены несущие угольники, имеющие специальный профиль для выравнивания и центрирования поддонов. Штабелёр управляется автоматически и контролируется посредством конечных выключателей и фотодатчиков. Для защиты персонала имеются защитные решётки по сторонам.

Лифт для спуска сухих элементов (Ловелатор) - узел расштабелирования поддонов с сухими изделиями. Основной каркас составляет стабильная конструкция из двутавровых балок, на каркасе смонтированы моторные консоли для двух мотор-редукторов со встроенными тормозами. Передача мощности на несущие цепи происходит синхронно через цепные колеса и цепи, расположенные с двух сторон. В качестве несущих цепей применены мощные втулочные конвейерные цепи, движущиеся в направляющих. На цепях закреплены несущие угольники, имеющие специальный профиль для выравнивания и центрирования поддонов. Штабелёр управляется автоматически и контролируется посредством конечных выключателей и фотодатчиков. Для защиты персонала имеются защитные решётки по сторонам.

Перемещения штабелей технологических поддонов сырой и сухой продукции между узлами прессования, упаковки и камерами сушки осуществляет автоматический погрузчик (Фингеркар) (схема №3) грузоподъёмностью 8,5 тонны. Погрузчик состоит из нижней тележки и позиционирующейся на ней верхней тележки. Нижняя тележка перемещается по рельсам перпендикулярным оси машины от Элеватора к камерам сушки, и от камер к Ловератору. На нижней тележке имеются рельсы для верхней тележки, параллельные с осями машины, камерами сушки и штабелеров. Нижняя тележка точно позиционируется напротив соответствующей позиции и фиксируется на ней. Верхняя тележка переезжает с рельсов нижней тележки на рельсы в соответствующей позиции и двигается дальше. Устройство предназначено для полностью автоматической работы, однако (в режиме наладки) все движения могут осуществляться вручную. Все приводы осуществляются регулируемым сервомотором со встроенными тормозами. Предусмотрены все необходимые средства безопасности: страховка от опрокидывания, защитные дуги и предупреждающие лампы при автоматическом режиме работы.

Для снятия готовых изделий с технологического поддона и их послойного штабелирования на транспортном паллете, применяется автоматический робот - укладчик. Укладчик представляет собой очень стабильную портальную конструкцию из стальных профилей с опорами направляющих. По направляющим перемещается каретка, привод которой производится посредством гидравлической системы. В каретку встроена подъемная мачта, которая перемещается в специальных роликовых направляющих. Привод мачты производится от гидроцилиндра. На подъёмной мачте имеется поворотный зубчатый венец, предназначенный для фиксации захвата в положениях 0, 90°. Промежуточные положения устанавливаются свободно. Гидроагрегат с регулируемым насосом, предназначенный для обеспечения работы захвата, находится на портале робота. Управление состоит из управляющего шкафа для обслуживания необходимых управляющих пультов и постов с каналами связи для децентрализованного ввода-вывода от датчиков. В распределительный шкаф встроены: силовая проводка, включая преобразователь частоты для приводов; устройства переключения, управления и контроля. Управление реализовано на базе OMRON как свободно программируемое управление. Управляющие и сигнальные устройства для ручного режима и режима настройки размещены на пульте управления так, чтобы при ручных режимах имелся обзор на перемещения.

Конвейер выполняет транспортировку наполненных евро-поддонов от робота-упаковщика через автоматическое устройство для упаковки в стретч-пленку, и полипропиленовую ленту вертикальной и горизонтальной упаковки к вилочному погрузчику.
-
Была ли полезна информация?
- 8305